İçi Boş Çekirdekli Beton Döşeme Nedir ve Modern İnşaatta Neden Önemlidir?
bir içi boş çekirdek beton levha uzunluğu boyunca uzanan - tipik olarak dairesel veya oval - uzunlamasına boşluklara sahip, prekast, öngerilmeli bir beton elemandır. Bu boşluklar, döşemenin toplam ağırlığını, eşdeğer boyutlardaki katı beton döşemeye kıyasla %40-50'ye kadar azaltırken, bükülme, kesme ve yangına dayanıklılık açısından mükemmel yapısal performansı korur. Bu kombinasyon, içi boş çekirdek döşemeleri dünya çapında ticari binalarda, çok katlı konut bloklarında, otoparklarda, endüstriyel depolarda ve altyapı projelerinde en yaygın kullanılan döşeme sistemlerinden biri haline getiriyor.
Temel sonuç basittir: içi boş çekirdek beton levhalar üstün bir güç-ağırlık oranı, hızlı kurulum hızı ve daha az malzeme tüketimi sağlar. Hassas kalıbın bulunduğu modern bir prekast tesisinde üretildiğinde, kepenk mıknatısları ve otomatik döküm yatakları üretim kalitesini tanımlar; bu levhalar sürekli olarak sıkı boyut toleranslarını ve zorlu yapısal özellikleri karşılar. Bunların nasıl üretildiğini, işlendiğini ve kurulduğunu anlamak, uygun maliyetli, yüksek performanslı zemin kaplama çözümleri arayan mühendisler, yükleniciler ve satın alma profesyonelleri için çok önemlidir.
İçi Boş Çekirdekli Beton Döşeme Nasıl Üretilir?
İçi boş beton plakaların üretimi neredeyse yalnızca prefabrik beton tesislerinde iki baskın yöntemden biri kullanılarak gerçekleştirilir: ekstrüzyon (kayma-form) işlemi veya ıslak döküm işlemi. Her yaklaşımın kalıp sistemi, takviye düzeni, yüzey kaplaması ve manyetik sabitleme bileşenlerinin rolü için özel etkileri vardır.
Ekstrüzyon Yöntemi
Ekstrüzyon yönteminde, genellikle 100 ila 150 m uzunluğundaki uzun hatlı bir döküm yatağı, herhangi bir beton yerleştirilmeden önce yüksek gerilimli çelik halatlarla ön gerilime tabi tutulur. Bir ekstrüzyon makinesi yatak boyunca hareket ederek içi boş çekirdekleri oluşturan mandrellerin etrafına sert, sıfır çökmeli bir beton karışımı zorlar. Makine dakikada yaklaşık 1-2 m hızla hareket ederek arkasında eşit kesitli sürekli bir levha bırakıyor. Yalıtımlı örtüler altında veya ısıtılmış bir ortamda kürlendikten sonra levha gerekli uzunluklarda elmasla kesilir.
Döküm yatağının kendisi birincil kalıp görevi gördüğünden, ayrı kalıp bileşenlerinin rolü sınırlıdır - ancak yan formlar, uç durdurucular ve gömülü ekler hala kullanılarak konumlandırılmaktadır. kepenk mıknatısları Çelik bileşenleri delme veya kaynak yapmadan manyetik döküm tablası yüzeyinde yerinde tutmak için. Bu müdahalesiz sabitleme yöntemi, pahalı çelik yataklara verilen hasarı ortadan kaldırdığı ve üretim döngüleri arasında hızlı yeniden konumlandırmaya olanak tanıdığı için özellikle uzun hatlı üretimde değerlidir.
Islak Döküm Yöntemi
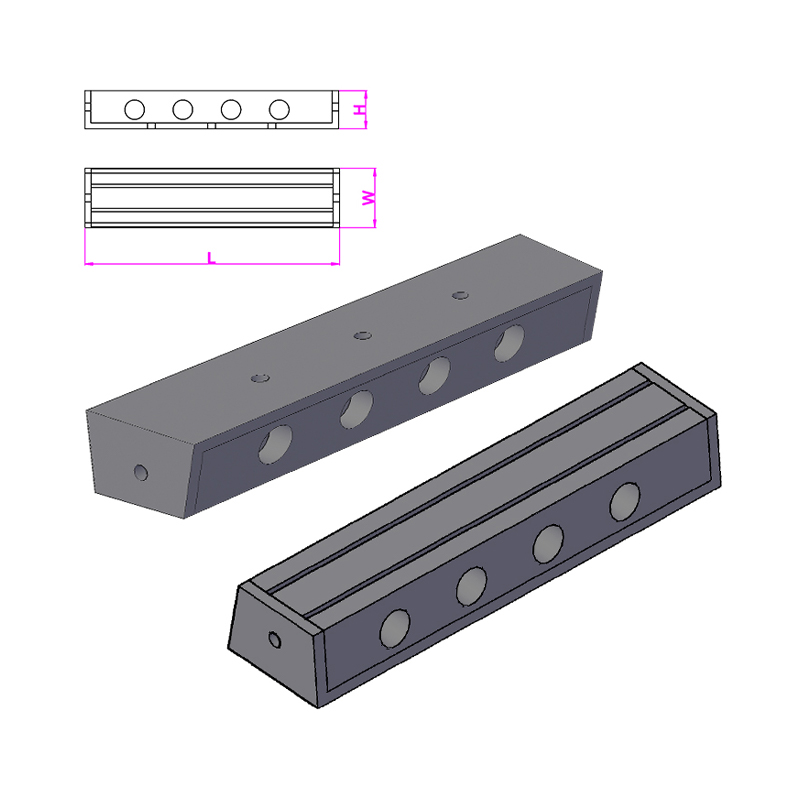
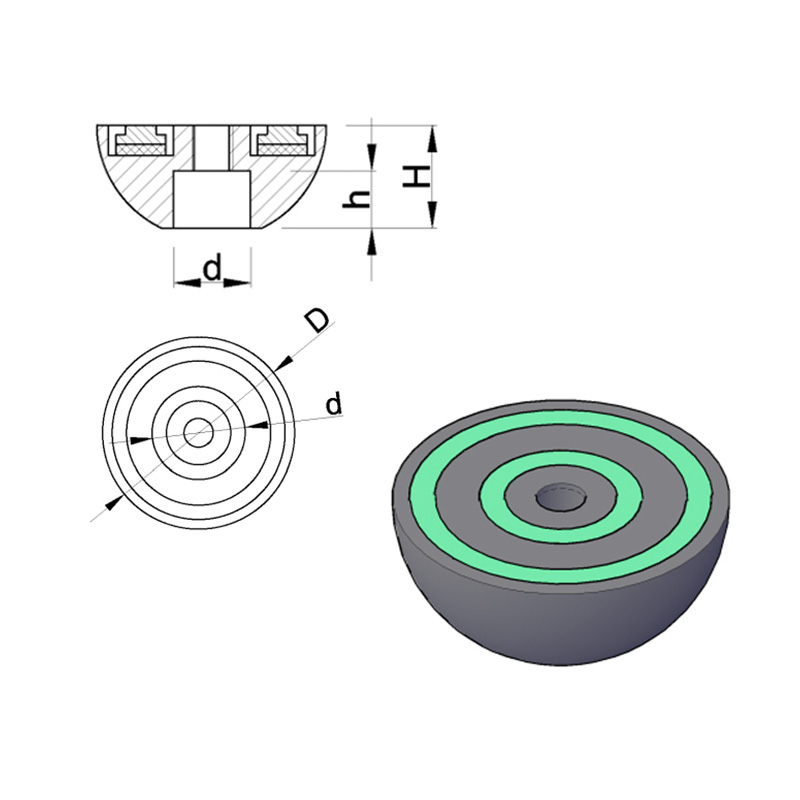
Islak döküm prosesi, üzerine kalıp elemanlarının monte edildiği bireysel çelik kalıpları veya palet bazlı sistemleri kullanır. Burada, kepenk mıknatısları - aynı zamanda manyetik kalıp ankrajları veya manyetik kutular olarak da bilinir - merkezi ve oldukça görünür bir rol oynar. Bu cihazlar çelik palet yüzeyine yerleştirilir ve beton dökme ve titreşim sırasında yan kepenkleri, blokajları, eklentileri ve takviye kafeslerini hassas konumda tutmak için manyetik kuvvet yoluyla çekilir. Tutma kuvvetleri mıknatıs tasarımına bağlı olarak geniş bir aralıkta değişir ve ortak üniteler 600 kg, 900 kg, 1.200 kg ve hatta 2.100 kg Tutma kuvveti, kalıbın dayanması gereken ağırlık ve titreşim yüklerine göre seçilir.
Sadece manyetik alanı serbest bırakmak için aktivasyon kolunu değiştirerek, kalıp mıknatıslarını saniyeler içinde yeniden konumlandırma yeteneği, cıvatalı veya kaynaklı ankrajlara kıyasla kurulum süresini önemli ölçüde azaltır. Bir atlıkarınca veya sabit palet sistemi üzerinde içi boş çekirdek levhalar üreten yüksek verimli bir prekast tesisinde, bu hız doğrudan vardiya başına daha fazla üretim döngüsüne ve birim başına daha düşük işçilik maliyetine dönüşür.
İçi Boş Çekirdekli Döşeme Üretiminde Kapatma Mıknatıslarının Rolü
Kapatıcı mıknatıslar çelik bir muhafaza içine yerleştirilmiş kalıcı neodimyum veya ferrit mıknatıslar kullanan tasarlanmış sabitleme cihazlarıdır. Etkinleştirildiğinde, manyetik devre çelik palet veya masa yüzeyi boyunca kapanarak güçlü bir tutma kuvveti oluşturur. Devre dışı bırakıldığında - dahili koruyucu mıknatısı hareket ettiren bir kolun döndürülmesiyle - devre açılır ve ünite elle serbest bırakılabilir. Yapışkan kalıntısı yok, hasarlı yüzey yok, özel alet gerekmiyor.
İçi boş beton levha üretiminde kalıp mıknatısları birkaç özel fonksiyona hizmet eder:
- Döşeme genişliğini ve kenar profilini tanımlayan uzunlamasına yan formların sabitlenmesi
- Döşeme uzunluğunu belirlemek ve üst yüzeyi oluşturmak için uç kepenkleri yerinde tutmak
- Hizmetler, sütunlar veya sabitlemeler için açıklıkların gerekli olduğu çekirdek konumlarda blokaj oluşturucuların sabitlenmesi
- birnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- Yüksek frekanslı beton titreşimi sırasında donatı kafeslerinin yer değiştirmesine karşı stabilize edilmesi
Kalıp mıknatısı seçimi ile beton titreşimi arasındaki ilişki özellikle önemlidir. Titreşimli beton, kalıp üzerine statik ağırlığın birkaç katı olabilen dinamik kuvvetler uygular. 1.200 kg statik tutma kuvvetine sahip bir kapatma mıknatısı, titreşim frekansları ve genlikleri mütevazı olduğunda yalnızca 80 kg ağırlığındaki bir kalıp için uygun olabilir, ancak aynı mıknatıs yoğun iç titreşim altında yetersiz kalabilir. Saygın üreticiler, statik değerlerin yanı sıra titreşim testi yapılmış tutma verilerini de yayınlıyorlar ve yalnızca statik kuvvetin belirtilmesi, döküm sırasında form hareketine yol açan yaygın bir hatadır.
Mıknatıs Çeşitleri ve Uygulamaları
| Mıknatıs Tipi | Tipik Tutma Kuvveti | Döşeme Üretiminde Birincil Kullanım | Temel Avantaj |
|---|---|---|---|
| Standart kutu mıknatısı | 600–1.200 kg | Yan formlar, uç durdurucular | Uygun maliyetli, yaygın olarak kullanılabilir |
| Ağır hizmet tipi kutu mıknatısı | 1.500–2.100 kg | Ağır çelik kenar formları, büyük blokajlar | Yüksek titreşim direnci |
| Mıknatısı yerleştirin (düz) | 150–400 kg | birnchor channels, lifting sockets | Düşük profil, eklentilerin altına sığar |
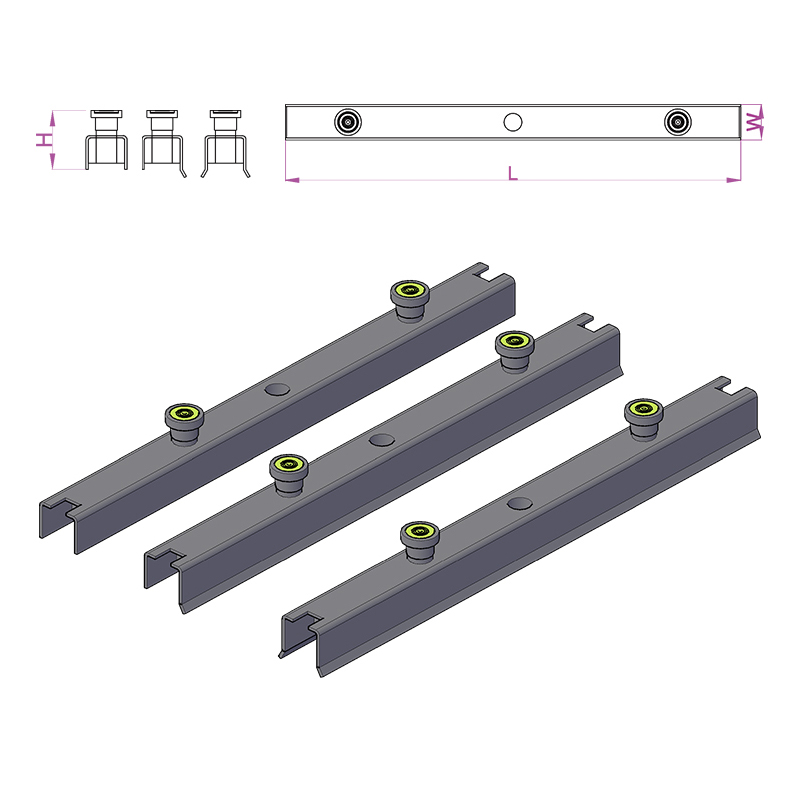
| Manyetik pah tutucu | Yok (konumsal) | Döşeme alt yüzeyinde kenar pah şeritleri | Tutarlı kenar detaylandırması |
| Manyetik köşe açısı | Değişken | 90° bağlantı noktaları, kapatma köşeleri | Köşelerdeki harç sızıntısını ortadan kaldırır |
İçi Boş Çekirdekli Beton Döşemelerin Yapısal Performansı
İçi boş çekirdek beton döşemenin yapısal davranışı, öngerilme seviyesi, beton kalitesi, çekirdek geometrisi ve açıklık-derinlik oranı tarafından yönetilir. Standart içi boş çekirdek üniteleri, aşağıdaki derinliklerde üretilir: 150 mm'den 500 mm'ye , genişlikleri tipik olarak 1.200 mm'dir. Kontrollü yükleme koşulları altında 20 m veya daha ötesine ulaşan iyi tasarlanmış derin ünitelerle birlikte 6 m ila 18 m'lik açıklıklar pratikte yaygındır.
Öngerilme, beton yerleştirilmeden önce döküm yatağı dayanaklarına sabitlenen, tipik olarak 1.570 MPa veya 1.860 MPa akma mukavemetine sahip, önceden gerilmiş yüksek mukavemetli çelik halatlar aracılığıyla uygulanır. Beton gerekli transfer mukavemetine (genellikle 25-30 MPa küp) ulaştıktan sonra halatlar kesilir veya serbest bırakılır ve öngerilme kuvveti beton kesite bağ yoluyla aktarılır. Bu, servis yükleri altında sapmayı kısmen dengeleyen bir bombeleme etkisi (yukarı doğru yay) sağlar.
Tipik Yük Açıklığı Performansı
| Döşeme Derinliği (mm) | Açıklık 6 m (kN/m²) | Açıklık 9 m (kN/m²) | Açıklık 12 m (kN/m²) | Açıklık 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Bu rakamlar, 2,5–5,0 kN/m²'lik dayatılan yüklerin standart olduğu ve 9–14 m'lik açıklıkların ekonomik açıdan cazip olduğu ofis binaları ve otoparklarda orta ila uzun açıklıklar için içi boş çekirdek döşemelerin neden seçildiğini göstermektedir. Öngerilme birçok durumda ikincil çelik kirişlere olan ihtiyacı ortadan kaldırır, zemin bölgesinin yapısal derinliğini azaltır ve çok katlı bir projenin ömrü boyunca önemli ölçüde (kat başına 300-500 mm) yükseklikten tasarruf sağlar.
Yangına Dayanıklılık
İçi boş çekirdek beton levhalar, betonun termal kütlesi ve öngerilme şeritlerine kadar olan kaplamanın derinliği sayesinde doğal yangın direnci sunar. Halat merkezine 35 mm kaplamalı 200 mm'lik bir levha tipik olarak şu sonuçlara ulaşır: REI 120 (iki saatlik yapısal yangına dayanıklılık) standart yangına maruz kalma durumunda. Daha geniş kaplamaya sahip daha derin üniteler REI 180 veya REI 240'a kolayca ulaşarak ek yangın koruması olmadan en zorlu kullanım gereksinimlerini karşılar. Bu, eşdeğer derecelere ulaşmak için şişen kaplamalar, yağmurlama sistemleri veya kaplama gerektiren çelik veya ahşap alternatiflerine göre büyük bir avantajdır.
Prekast Fabrikasında Kalıp Sistemleri ve Manyetik Sabitleme
İçi boş beton levhanın kalitesi, onu üretmek için kullanılan kalıp sisteminin kalitesinden ayrılamaz. Tesis ister sabit bir palet sistemi, ister döner bir karusel veya uzun hatlı döküm yatakları kullansın, kalıbın ayarlandığı ve sabitlendiği hassasiyet, bitmiş elemanların boyutsal doğruluğunu, yüzey kalitesini ve tutarlılığını belirler.
Palet Karusel Sistemleri
Modern bir palet karuselinde, çelik paletler sabit bir istasyon dizisi boyunca hareket eder: temizleme, kalıp ayarı, takviye yerleştirme, beton dökümü, titreşim, kürleme, kalıptan çıkarma ve eleman taşıma. Döngünün tamamı genellikle 24 saatten fazla sürer ve aynı anda birden fazla palet dolaşımda olur. Kalıp ayarlama istasyonunda operatörler yan formları ve kesici uçları kullanarak konumlandırırlar. kepenk mıknatısları her bir öğe için CNC tarafından oluşturulan veya çizim tabanlı düzene göre. Palet yüzeyi hassas taşlanmış çelik levha olduğundan mıknatıslar tüm alan boyunca tutarlı temas ve tutma kuvveti sağlar.
Döner sistemdeki manyetik kalıp sabitlemesinden elde edilen verimlilik kazanımları oldukça önemlidir. Avrupalı prekast üreticilerinin çalışmaları sürekli olarak rapor ediyor Kalıp sertleşme süresinde %30–50 azalma cıvatalı veya kaynaklı ankraj sistemleriyle karşılaştırıldığında. Günde 80-120 palet üreten bir tesiste bu, vardiya başına saatlerce iş gücünden tasarruf edilmesi ve levhanın metrekaresi başına üretim maliyetinde ölçülebilir bir azalma anlamına gelir.
Ekstrüzyon İçi Boş Çekirdek için Uzun Hatlı Döküm Yatakları
Uzun hatlı ekstrüzyonda, birincil kalıp işlevi, ekstruderin hareket ettiği düz, pürüzsüz çelik veya polimer kaplı bir yüzey olan döküm yatağının kendisi tarafından yerine getirilir. Bununla birlikte, kalıp mıknatısları ve ilgili manyetik ankraj sistemleri aşağıdakileri tutmak için kullanılır:
- Öngerilme yörüngesini belirleyen şerit saptırıcılar ve saptırıcılar
- Ekstruder başlamadan önce döşeme genişliğini tanımlayan boyuna yan raylar
- Belirli konumlarda hizmet girişleri için açıklıklar oluşturan çekirdek blokaj oluşturucular
- Kompozit üst kaplama bağlantıları için ıslak beton yüzeye takviye çubukları veya ağ eklendi
Manyetik sabitlemenin müdahalesiz doğası, yüzeyin binlerce üretim döngüsü boyunca hasar görmemesi gereken uzun hatlı yataklarda özellikle değerlidir. Delme veya kaynaklamanın neden olduğu herhangi bir yüzey çizilmesi veya çukuru, harç sızıntısı ve yapışmasının kaynağı haline gelir, bu da kalıptan çıkarma kuvvetini ve bitmiş döşeme alt kısmındaki yüzey kusurlarını artırır.
Doğru Kapatma Mıknatısını Seçmek
Belirli bir içi boş çekirdek levha üretim uygulaması için doğru kalıp mıknatısını seçmek, ağırlık oluşturmak için tutma kuvvetini basitçe eşleştirmenin ötesinde çeşitli faktörlerin dikkate alınmasını gerektirir:
- Palet veya masa kalınlığı: Mıknatıslar belirli çelik kalınlıklarıyla (tipik olarak 10–25 mm) çalışacak şekilde tasarlanmıştır. Çok ince ve manyetik devre eksik; çok kalın ve tutma kuvveti önemli ölçüde düşüyor.
- Beton titreşim yöntemi: Dış tablalı vibratörler, iç iğneli vibratörlere göre daha yüksek dinamik kuvvetler üretir. Dışarıdan titreşimli sistemlerdeki mıknatıslar, genellikle statik olarak hesaplanan gereksinimin 1,5 ila 2 katı kadar daha yüksek nominal tutma kuvvetlerine ihtiyaç duyar.
- Tatlı su basıncı ve beton yüksekliği: Uzun elemanlarda veya betonun hızla yerleştirildiği yerlerde, kalıplara uygulanan hidrolik basınç, basit ağırlık hesaplamalarını aşabilir. Mıknatısın hem dikey kaldırma kuvvetine hem de yanal basınca dayanması gerekir.
- Form malzemesi ve geometrisi: Çelik formlar manyetik kuvveti doğrudan aktarır; alüminyum veya plastik formlar, mıknatıs ile ferromanyetik olmayan form malzemesi arasında aracı görevi görecek çelik taban plakalarını gerektirir.
- Çalışma ortamı: Tavan vinçleri, elektrik motorları veya diğer elektromanyetik kaynaklara sahip tesisler, istenmeyen devre dışı kalma veya müdahaleyi önlemek için korumalı muhafazalı mıknatıslara ihtiyaç duyabilir.
Ratec, Halfen, Sommer ve diğerleri de dahil olmak üzere önde gelen üreticiler mıknatıs seçimi için mühendislik desteği sunuyor ve statik tutma kuvveti, titreşim testinden geçmiş kuvvet, çalışma sıcaklığı aralığı ve çevrim ömrü (tipik olarak aşağıdakiler için derecelendirilmiştir) içeren ayrıntılı teknik veri sayfaları yayınlıyor: 500.000 ila 1.000.000 aktivasyon döngüsü Dahili bileşenlerin incelenmesi gerekmeden önce).
İçi Boş Çekirdek Plakaların Taşınması, Taşınması ve Montajı
Döküldükten, sertleştirildikten ve uzunlamasına kesildikten sonra içi boş beton levhalar dikkatle kaldırılmalı, taşınmalı ve kurulmalıdır. Öngerilmeli bölüm, yayılma yönünde pozitif bükülme için optimize edilmiştir; Negatif bükülmeye veya enine yüklemeye neden olan yanlış kullanım, önceden sıkıştırılmış (alt) yüzeyde çatlamaya neden olabilir; bu, tespit edilmesi zor olan ve yapısal performansı tehlikeye atabilecek bir hasardır.
Kaldırma ve Taşıma Gereksinimleri
İçi boş çekirdek döşemeler, tasarım kaldırma bölgesi içindeki noktalara yük uygulayan amaca yönelik olarak tasarlanmış kelepçeler veya kiriş ve yayıcı düzenlemeler kullanılarak kaldırılmalıdır - tipik olarak her bir uçtan L/5'ten fazla olmamalıdır; burada L döşeme uzunluğudur. 10 m'nin üzerindeki döşemeler için, eğilme momentlerini kontrol etmek amacıyla yayıcı kiriş kullanan üç noktalı veya dört noktalı kaldırma standart uygulamadır.
Plakalar sahada vinçle doğrudan destek kirişlerine, duvarlara veya konsollara monte edilir. Her uçtaki yatak uzunluğu minimum gereklilikleri karşılamalıdır - tipik olarak Çelik veya prekast beton desteklerde 75 mm ve duvar veya yerinde betonda 100 mm - Yeterli yük aktarımını sağlamak ve servis yükleri altında uçların dökülmesini önlemek. Temas gerilimini dağıtmak ve boyutsal toleransları karşılamak için neopren veya harç yatak pedleri kullanılır.
Boyuna Derzlerin Derzlenmesi
birdjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
Boyuna bağlantının hassasiyeti kısmen kenar formunun döküm sırasında ne kadar doğru tutulduğuna bağlıdır. kepenk mıknatısları ve ilgili manyetik sabitleme aksesuarları, döşenen zeminin kalitesini doğrudan etkiler. Döküm sırasında 3-5 mm bile hareket eden bir form, tamamen derzlenmesi zor olan bir bağlantı geometrisi üretebilir ve kesme transferini ve su direncini azaltan boşluklar bırakabilir.
Yerinde Beton Kaplama
Pek çok içi boş çekirdek döşeme zemini, kurulumdan sonra prefabrik ünitelerin üzerine dökülen, tipik olarak 50-75 mm kalınlığındaki yapısal yerinde beton kaplamayla belirtilir. Bu tepesi birden fazla amaca hizmet eder:
- Bitişik levhalar arasındaki eğim farkını telafi ederek zemin yüzeyini düzleştirir
- Tüm üniteleri sürekli güçlendirilmiş bir levha ile birbirine bağlayarak sağlam bir diyafram oluşturur.
- Zemin şapının, yerden ısıtmanın veya hizmetlerin üst kaplama derinliğine entegrasyonuna olanak tanır
- Kompozit olarak tasarlandığında zeminin yapısal derinliğini ve yük kapasitesini arttırır.
Ekstrüzyonla üretilen içi boş çekirdek levhaların üst yüzeyi kasıtlı olarak pürüzlü bırakılır; ekstrüzyon işlemi, kaplama için mekanik bağ sağlayan oluklu veya çizgili bir doku bırakır. Islak döküm üniteleri, eşdeğer bağ mukavemetini elde etmek için yüzey hazırlığı (tipik olarak kumlama veya mekanik kazıma) gerektirir; bu da bir üretim adımı ve ilgili maliyet ekler.
İçi Boş Beton Döşemelerin Sürdürülebilirliği ve Malzeme Verimliliği
İnşaat sektörü, gömülü karbon ve malzeme tüketimini azaltmaya yönelik artan baskıyla karşı karşıyadır. İçi boş beton döşemeler, özellikle tüm yaşam döngüsü göz önüne alındığında, çeşitli sürdürülebilirlik ölçütleri açısından alternatif döşeme sistemleriyle olumlu bir şekilde karşılaştırılabilir.
Azaltılmış Beton ve Çelik Hacmi
Betonun, bükülme direncine çok az katkıda bulunduğu çekirdek bölgesinden çıkarılmasıyla, içi boş çekirdek üretimi şunları kullanır: Metrekare başına %30–45 daha az beton aynı açıklık ve yük kapasitesindeki eşdeğer bir katı levhadan daha fazladır. Geleneksel yumuşak çelik takviye (500 MPa) yerine yüksek mukavemetli öngerilme çeliğinin (1.860 MPa) kullanılması, birim alan başına çeliğin toplam ağırlığının da önemli ölçüde azalması anlamına gelir: aynı performans için tasarlanmış geleneksel bir takviyeli levhadaki 8-15 kg/m² takviye çubuğuna kıyasla, içi boş bir döşeme yalnızca 2–4 kg/m² öngerme halatı kullanabilir.
Malzemedeki bu azalma, zemin yapısının gömülü karbonunu doğrudan azaltır. Endüstri rakamları, tipik bir 265 mm içi boş çekirdek levhanın yaklaşık olarak yapılandırılmış karbona sahip olduğunu göstermektedir. 100–130 kg CO₂e/m² Benzer yapısal kapasiteye sahip yerinde katı düz bir döşeme için 160–200 kg CO₂e/m² ile karşılaştırıldığında.
Fabrika Üretimi ve Atıkların Azaltılması
Kontrollü koşullar altında fabrika üretimi, aşırı siparişten, dökülmelerden ve yeniden çalışmalardan kaynaklanan malzeme israfını en aza indirir. İyi yönetilen bir prekast tesisindeki beton atığı, geleneksel yerinde üretim tesisindeki %5-10 veya daha fazlasına kıyasla, tipik olarak üretim hacminin %1-3'ü kadardır. Kalıp mıknatıslarının ve yeniden kullanılabilir çelik kalıpların kullanılması kalıp israfını daha da azaltır; Manyetik ankrajla kullanılan yüksek kaliteli bir çelik kalıp binlerce üretim döngüsü boyunca yeniden kullanılabilirken, yerinde bir sahadaki ahşap kalıp genellikle birkaç kullanımdan sonra atılır.
Kullanım Ömrü Sonu Hususları
birt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
Yaygın Uygulamalar ve Proje Örnekleri
İçi boş çekirdek beton döşemeler çok çeşitli bina türleri ve altyapı uygulamalarında belirtilmektedir. Çok yönlülükleri, geniş yelpazedeki mevcut derinliklerden, servis geçişlerini ve dökme sabitlemeleri (üretim sırasında manyetik kalıp ankrajları kullanılarak hassas bir şekilde konumlandırılmış) barındırma yeteneğinden ve çeşitli destekleyici yapılarla uyumluluklarından kaynaklanmaktadır.
Çok Katlı Konut Binaları
Konut inşaatında, yük taşıyan duvarlar veya kirişler arasında 5-9 m uzanan 200-265 mm içi boş çekirdek döşemeler Hollanda, İskandinavya, Orta Avrupa ve Birleşik Krallık'ta standart bir özelliktir. Prefabrik içi boş çekirdek zeminlerin kullanıldığı 15 katlı bir apartman bloğu, eşdeğer yerinde beton yapı için 20-30 haftaya kıyasla, zemin kattan itibaren 8-12 haftada su geçirmez hale gelebilir. Konut binalarının normal kat planı, içi boş çekirdek ünitelerin tekdüze genişliğine ve standart açıklık aralığına özellikle iyi uyum sağlar.
Ticari Ofis Binaları
Ofis binaları, açık plan esnekliği için genellikle 9-14 m gibi daha uzun açıklıklara ihtiyaç duyar. Yüksek öngerilme seviyelerine sahip derin içi boş çekirdek döşemeler (320–400 mm), ikincil kirişler olmadan bu açıklıklar üzerinde 3,5–5,0 kN/m²'lik dayatılan yükleri taşıyacak şekilde tasarlanmıştır. Ekstrüzyon veya ıslak döküm prosesinden doğal olarak düz ve pürüzsüz olan içi boş çekirdek levhaların açıkta kalan alt yüzeyi, bir tasarım özelliği olarak giderek daha fazla görünür hale getiriliyor, asma tavanların maliyetinden kaçınılıyor ve iyi tasarlanmış, doğal olarak havalandırılan veya karma modlu binalarda pik soğutma yüklerini %15-25 oranında azaltan termal kütle avantajları elde ediliyor.
Otoparklar
Çok katlı otoparklar prefabrik beton için en zorlu ortamlardan biridir: 15-18 m'lik açıklıklar yaygındır, yoğun tekerlek yükleri aks başına 30-60 kN'ye ulaşabilir ve yapı buz çözücü tuzlara, donma-çözülme döngülerine ve neme maruz kalır. Otopark uygulamalarında içi boş çekirdek levhalar tipik olarak 400–500 mm derinlik Dayanıklılığı en üst düzeye çıkarmak için yüksek beton kalitelerinde (C50/60 ve üzeri) ve düşük su-çimento oranlarıyla üretilir. Çekirdekler arasındaki ince ağlar, dikkatli bir beton karışımı tasarımı (düşük maksimum agrega boyutu, yeterli işlenebilirlik) ve kontrollü üretim ortamı ve prekast tesisinin kalite kontrol sistemleri tarafından kolaylaştırılan hassas sıkıştırma gerektirir.
Endüstriyel ve Depolama Binaları
Depolar, dağıtım merkezleri ve üretim tesisleri, asma katlarda içi boş çekirdek levhalar, yükseltilmiş yükleme iskeleleri ve kazık başlıklarında yerden destekli zeminler kullanır. Bu uygulamalarda, tümü fabrika üretimi sırasında manyetik kalıp ankrajları kullanılarak konumlandırılan dökme kaldırma yuvalarının, raf sistemleri için ankraj kanallarının ve elektrik borularının önceden monte edilebilmesi, yerinde sabitleme maliyetlerini ve program riskini önemli ölçüde azaltır.
İçi Boş Çekirdekli Beton Plakalar için Kalite Kontrol ve Standartlar
Avrupa'da üretilen içi boş beton levhalar aşağıdaki standartlara uygun olmalıdır: EN 1168:2005 A3:2011 - Prekast beton boşluklu döşemeler için uyumlaştırılmış ürün standardı. Bu standart, fabrika üretim kontrolü, testi ve CE işareti gerekliliklerinin yanı sıra yapısal direnç, yangına dayanıklılık, tehlikeli maddeler, boyut toleransları ve akustik performansa ilişkin performans gerekliliklerini belirtir.
EN 1168 kapsamındaki temel boyut toleransları şunları içerir:
- Uzunluk: 6 m'ye kadar döşemeler için ±20 mm; 6 m'nin üzerindeki döşemeler için uzunluğun ±%0,3'ü
- Genişlik: ±5 mm
- Derinlik: ±5 mm
- Doğrusallık: ≤L/600, maksimum 20 mm
- Uçların kareliği: ≤10 mm
- Kavis: 12 m'ye kadar döşemeler için 15/−5 mm
birchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
Boyut toleranslarının ötesinde, EN 1168 ve destekleyici Eurocode tasarım standartları (EN 1992-1-1, EN 1992-1-2), bükme, kesme, delme, uç ankrajı ve yangına dayanıklılığı kapsayan ayrıntılı yapısal doğrulama gerektirir. İçi boş çekirdek zemin için tasarım süreci, gerekli yük için maksimum açıklığın belirlenmesini, üreticinin yük tablolarından uygun döşeme derinliğinin ve halat düzenlemesinin seçilmesini, yatak uzunluğunun kontrol edilmesini, harçla kaplanmış zeminin diyafram hareketini doğrulamayı ve servis geçişlerini yapı mühendisi ile koordine etmeyi içerir.
İçi Boş Çekirdek Döşemelerin Alternatif Döşeme Sistemleriyle Karşılaştırılması
İçi boş beton döşemeler ile rakip zemin sistemleri arasında seçim yapmak, yapısal performansın, program hızının, maliyetin, sürdürülebilirliğin ve saha kısıtlamalarının tartılmasını gerektirir. Her kriterde tek bir sistem kazanamaz, ancak içi boş çekirdek levhaların belirli senaryolarda belirgin avantajları vardır.
| Kriter | İçi Boş Çekirdek Döşeme | Yerinde Düz Döşeme | Kompozit Çelik Güverte | Katı Prekast Döşeme |
|---|---|---|---|---|
| Tipik açıklık aralığı | 6–20 m | 5–12m | 3–9 m (güverte) kirişler | 3–7 m |
| Ağırlık (kendi) | Düşük-Orta | Yüksek | Düşük-Orta | Yüksek |
| Kurulum hızı | Çok hızlı | Yavaş (kalıp, kür) | Hızlı | Hızlı |
| Yangına dayanıklılık (ekstra koruma yok) | REI 60–240 | REI 60–180 | Tipik olarak REI 30–60 | REI 60–180 |
| Malzeme verimliliği | Yüksek | Düşük | Orta | Düşük |
| bircoustic performance | İyi (şaplı) | İyi | Orta (tedavi gerektirir) | İyi |
| Hizmet entegrasyonu | Orta (cores usable) | Yüksek (flexible) | Yüksek | Düşük |
Çekirdeklerin kendileri bina hizmetleri için yararlı bir avantaj sunar: bazı tasarım yaklaşımlarında, uzunlamasına boşluklar ısıtma, soğutma veya havalandırma için hava kanalları olarak kullanılır, hem işgal edilen alana hizmet etmek hem de betonun termal kütlesini temperleme için kullanmak üzere şartlandırılmış havayı döşemeden geçirir. Bu Termal Olarak Etkinleştirilen Bina Sistemi (TABS) yaklaşımı, Orta Avrupa'daki çok sayıda ofis projesinde uygulanmış olup, en yüksek soğutma talebinde 100.000'e varan ölçülebilir azalmalar sağlanmıştır. %30–40 Geleneksel hava tarafı sistemleriyle karşılaştırıldığında.
Şartname Hazırlayıcıları ve Yükleniciler için Pratik Hususlar
İçi boş beton döşemelerin belirlenmesi veya tedarik edilmesi, tasarım sürecinin erken safhalarında üreticiyle iletişime geçmeyi gerektirir. Sahada ayarlanabilen yerinde betonun aksine, boşluklu döşemeler fabrikada boyutsal olarak sabitlenir. Üretim sonrası değişiklikler (kesikler, ek sabitlemeler, takviye değişiklikleri) teknik olarak mümkündür ancak maliyetli ve zaman alıcıdır. Bilgi akışının tasarım aşamasında doğru şekilde sağlanması kritik öneme sahiptir.
Tasarım Aşamasında Gerekli Bilgiler
- Yapısal yükler: öz ağırlık, üst üste binen ölü (şap, bölmeler, yüzeyler), uygulanan (doluluk kategorisi) ve tesis, depolama veya kaplama sabitlemelerinden kaynaklanan her türlü konsantre yük
- Paralel olmayan destekler veya çarpık geometri de dahil olmak üzere her destekteki açık açıklık ve yatak koşulları
- Zemin bölgesi için gerekli yangına dayanıklılık sınıfı
- MEP manşonları, drenaj boruları, zeminden geçen yapısal kolonlar ve asansör boşluğu açıklıkları dahil olmak üzere tüm servis geçişlerinin konumu, boyutu ve çerçevelemesi
- Dökme sabitlemeler gereklidir: ankraj kanalları, kaldırma yuvaları, bağlama cıvataları, kablo kanalı saplamaları — bunların tümü manyetik kalıp ankrajları kullanılarak konumlandırılır ve fabrika üretimi sırasında gömülür.
- bircoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- Özellikle kırılgan yüzeylerin (fayans, mozaik) döşeme yüzeyine doğrudan uygulanacağı durumlarda sapma sınırları ve bombe beklentileri
Kurulum için Saha Koordinasyonu
Sahada içi boş çekirdek döşemelerin montajı, vinç kapasitesinin, erişim yollarının, geçici desteklerin (yapısal tasarım gerektiriyorsa) ve enjeksiyon, üst kaplama ve yapısal bağlantı detaylarının sıralanmasının koordinasyonunu gerektirir. Vinç kapasitesi genellikle kritik kısıtlamadır : 12 m uzunluğunda ve 1,2 m genişliğinde 400 mm'lik içi boş bir döşeme yaklaşık 5.000-5.500 kg ağırlığındadır. Vinç erişiminin kaldırma kapasitesini azalttığı kısıtlı bir kentsel alanda, bu, döşeme uzunluğunun azaltılmasını veya daha hafif bir ünitenin belirlenmesini gerektirebilir; bu, açıklık, yük ve destek yapısı tasarımına geri dönen bir karardır.
Derzlerin derzlenmesinde üreticinin spesifikasyonlarına tam olarak uyulmalıdır. Çok ıslak bir harç kullanılması, çatlamaya yatkın, gözenekli, zayıf bir bağlantı oluşmasına neden olur; çok kuru olabilir ve konik derz profilini tamamen doldurmayabilir, boşluk bırakabilir. Geniş zemin alanlarındaki derz dolgusu, tek bir derzde soğuk derzleri önlemek için yeterli personel ve karıştırma kapasitesi ile sürekli bir işlem olarak planlanmalıdır.
Kurulum Sonrası Kontroller
birfter installation and grouting, the completed hollow core floor should be inspected for:
- Bitişik üniteler arasındaki diferansiyel eğim — üst kısım olmadan ±5 mm dahilinde kabul edilebilir; daha büyükse düz bir yüzey elde etmek için ilave şap derinliği gerekebilir
- Tüm boyuna ve enine derzlerde derz dolgusunun bütünlüğü
- Tüm desteklerde uç rulman yeterliliği
- Dökme kesici uçların durumu - hasarlı veya yanlış konumlandırılmış kesici uçlar, üst kaplama veya son katlar uygulanmadan önce rapor edilmeli ve düzeltilmelidir
- birbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
İçi Boş Döşeme Teknolojisi ve Manyetik Kalıp Sistemlerinde Yenilikler
Prefabrik beton endüstrisi, hem içi boş çekirdek levha ürününü hem de onu üretmek için kullanılan üretim sistemlerini geliştirmeye devam ediyor. Uzun vadeli altyapı yatırımı kararları verenler için çeşitli aktif gelişim alanları dikkate değerdir.
İçi Boş Çekirdek Üretiminde Ultra Yüksek Performanslı Beton
İçi boş çekirdek uygulamaları için ultra yüksek performanslı betona (UHPC) yönelik araştırmalar, çeşitli Avrupa ve Asya araştırma programlarında devam etmektedir. 150-200 MPa basınç dayanımına sahip UHPC karışımları, ağ kalınlıklarının daha da azaltılmasına olanak tanıyarak, kesme kapasitesini korurken kendi ağırlığını azaltır. Üretimdeki zorluk, UHPC'nin standart ekstrüzyon ekipmanıyla uyumlu olmamasıdır (elyaf takviyesi ve karışım viskozitesi, değiştirilmiş döküm yöntemleri gerektirir) ve kepenk mıknatısları and precision magnetic formwork systems Daha ince, daha yüksek hassasiyete sahip kalıpların konumlandırılması daha da kritik hale gelir.
birutomation and Robotics in Formwork Setting
Birçok prefabrik ekipman üreticisi artık eleman düzenini bir BIM modelinden okuyan ve yan formları, uç durdurucuları ve ek parçaları palet yüzeyine otomatik olarak konumlandıran robotik kalıp ayarlama sistemleri sunuyor. Bu sistemler genellikle kalıp bileşenlerini seçmek ve yerleştirmek için görüş sistemlerine sahip portal robotları kullanır. kepenk mıknatısları son sabitleme mekanizması olarak robot formu konumlandırır ve manyetik ankraj onu yerine kilitlemek için etkinleştirilir. Bu sistemleri ilk benimseyenler, kalıp ayarlama doğruluğunun ±1–2 mm olduğunu ve döngü sürelerinin manuel ayarın çok altında olduğunu, tutarlı kalite ve daha az operatör yorgunluğu sağladığını bildirmektedir.
Dijital Entegrasyon ve Akıllı Üretim
Modern prekast tesisleri, üretim alanının gerçek zamanlı sanal modeli olan dijital ikiz teknolojisini kalite kontrol sistemleri, envanter yönetimi ve lojistikle giderek daha fazla entegre ediyor. Her bir öğeye, üretim noktasında benzersiz bir QR kodu veya RFID etiketi atanır ve bu etiket, dijital kaydını belirli beton partisine, halat partisine, mıknatısla sabitlenmiş kesici uç konumlarına ve boyut kontrol sonuçlarına bağlar. Bu izlenebilirlik, binanın 50-100 yıllık tasarım ömrü boyunca yapısal sorumluluğun gerekli olduğu karmaşık projelerde ana yükleniciler ve müşteriler tarafından giderek daha fazla talep edilmektedir.
Manyetik kalıp sabitlemesinin hassasiyeti - sevkıyattan önce bitmiş elemanın lazer taramalı kalite kontrolleriyle birleştiğinde - bu dijital kalite zincirinin bir parçasını oluşturur. Tüm boyutsal kontrolleri, beton mukavemet kayıtlarını ve görsel incelemeyi geçen bir levha, sahada QR taramasıyla erişilebilen tam üretim kaydıyla birlikte gönderilir; bu, yapı mühendisinin veya bina sahibinin yalnızca kağıt sertifikalara dayanmadan uygunluğu doğrulamasına olanak tanır.








